


圖 1 鍛造初期發生掉尾問題

1.4112鋼中含較高C、Cr,所以具有較高的淬透性和很好的耐磨性[1],因而被廣泛地應用于惡劣環境中。由于含碳量高,韌性較低,易脆性斷裂[2]。在我國,該鋼曾作為航天航空尖端材料進行研制。近年來,隨著該鋼種在不銹、軸承、刀具行業的推廣應用[3],國內的特鋼企業進行過少量生產,多用于制造受沖擊負荷較小的零件或工具[4]。由于1.4112鋼屬高碳馬氏體型不銹鋼,與中低碳馬氏體不銹鋼相比,塑性較差,可鍛溫度區間較窄[5],且生產時極易出現碳化物開裂,使鋼材不得不判廢或改鍛。2017年改變加熱介質以來,探傷合格率一直處于波動的狀態,比之前有較大的下滑。近期一度降到47%且發現有肉眼可見的孔洞,嚴重影響了公司的合同交付率。因此,提高探傷合格率成為本文的主要研究方向。
根據成材規格,制定1.4112鋼生產工藝流程:
(1)冶煉→模鑄→1000 t精鍛成材(簡稱1000直材)或1800 t快鍛+1000 t精鍛成材(簡稱1800+1000聯合材),生產≤?120 mm削皮材。
(2)冶煉→模鑄→1800 t精鍛成材(簡稱1800直材),生產直徑121~150 mm削皮材。
(3)冶煉→模鑄→3150 t快鍛+1800 t精鍛成材(簡稱3150+1800聯合材)或1800 t精鍛+3150 t快鍛+1800 t精鍛(簡稱1800+3150+1800聯合材),生產直徑151~300 mm削皮材。
(4)冶煉→模鑄→3150 t快鍛(簡稱3150直材),生產≥?301 mm削皮材。
第二煉鋼廠:主要設備有1座30 t非真空感應爐和1座30 t普通功率電弧爐、2座30 t LF爐、1座30 t VOD/VHD爐、1座30 t VD爐和5條臺車式地坑澆鑄線。根據鍛造廠提錠要求,初煉鋼水經過LF精煉爐、VD爐脫氣后,可澆注成0.71、1.2、2.1 t或2.8、4、5 t或5.2、9 t或10~13 t可調錠型。
鍛造廠:分為老線和新線。老線主要設備有1000 t精鍛機、2000 t快鍛機、3500 t快鍛機。新線于2010年建立,主要設備有1800 t精鍛機、3150 t快精鍛機。加熱設備有環型加熱爐和室式加熱爐,加熱介質于2017年10月由水煤氣改成天然氣。
運輸方式:帶保溫罩的汽車。
1.4112鋼種相當于國內9Cr18MoV鋼種,可用于制造不銹鋼切片、機械刃具以及剪切工具等材料。為了提高切削性能,多數用戶要求鋼中的硫質量分數按0.015%~0.030%控制。化學成分見表1。

新線發生的質量問題,主要有兩種:
一種為鋼錠掉尾,是指鋼錠在鍛造過程中,錠尾部分橫向開裂而掉落,俗稱掉尾,見圖1。
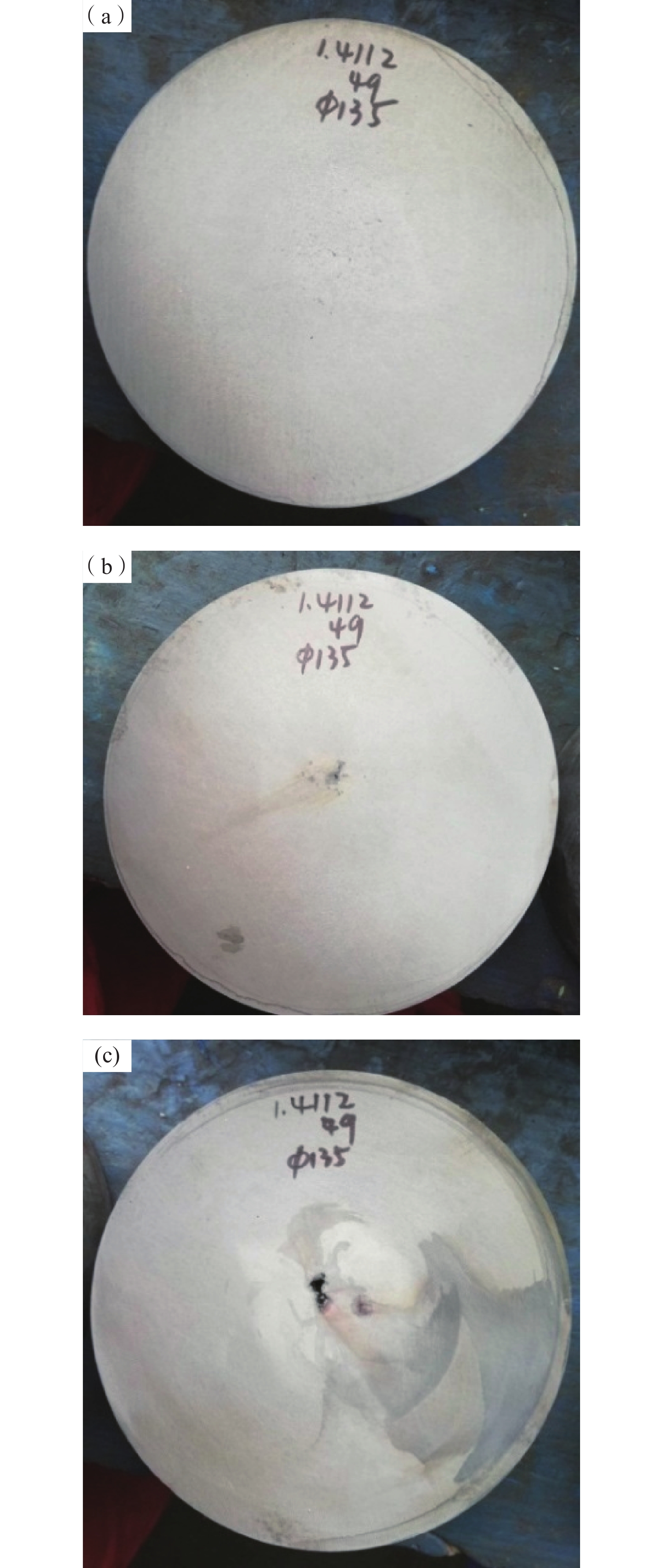
一種為成品材探傷不合,傷波多數在20 dB以下,甚至底波消失,即傷波≥底波(F≥B)。在成品材部分斷面的中心區域,有肉眼可見的孔洞,見圖2。


取探傷不合材的低倍片做檢驗,見圖3。低倍定性為中心孔洞。從低倍片可見,隨著傷波的加重,低倍片上的中心缺陷越來越嚴重。圖3(a)試片有肉眼可見較小的孔洞;圖3(b)和(c)試片中心區域有非常明顯的孔洞,與圖2的缺陷一致。
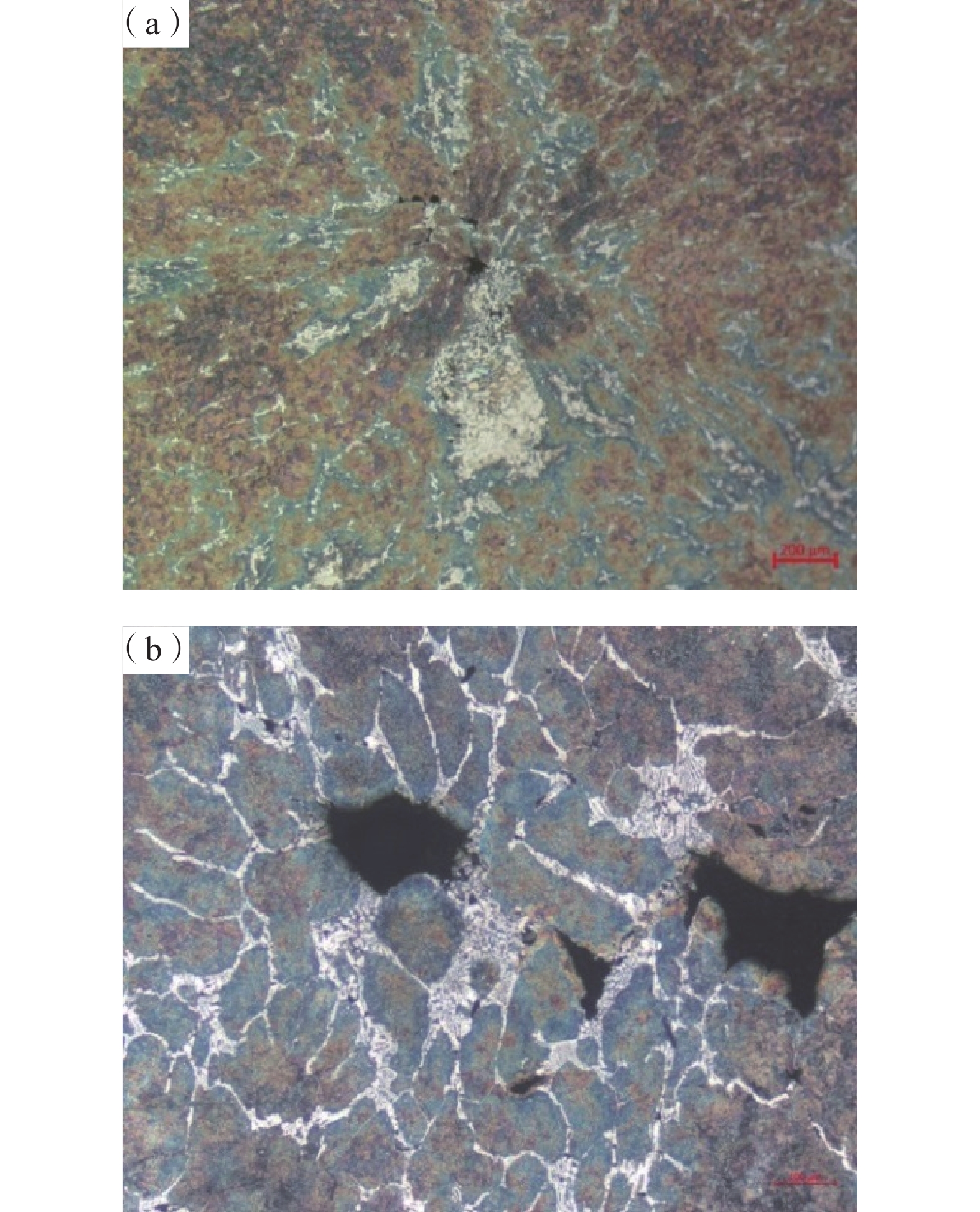
切取探傷不合料的低倍試片(圖4),將缺陷部分制成小試樣進行高倍分析。圖4(a)為傷波較輕的試片,橫向切取,中心區域存在小孔洞;圖4(b)為傷波較重的試片,縱向切取。在高倍下可觀察到孔洞,孔洞附近均有碳化物存在,其中網狀碳化物沿著碳化物發生開裂。
2015年在采用大錠型生產時,尾部脫落的比例占65.7%,影響了綜合成材率[6]。
鋼錠尾部異常脫落,主要是鋼錠尾部產生內部應力,由內向外開裂。分析內部應力產生的原因是鋼錠脫模時間過晚,脫模后鋼錠尾部溫度較低。當中心部位溫度冷卻到相變溫度點(Ar1)以下時,如果繼續冷卻而且冷卻速度太大時,就會在鋼錠的中心部位產生很大的拉應力,會導致尾部脫落[6]。
通過進一步數據統計和研究分析,認為造成掉尾的第二個原因是加熱爐待料溫度低。由于此鋼種為高碳馬氏體鋼,脫模時已獲得了馬氏體組織。由于鋼錠預熱不夠,高溫鋼錠入加熱爐后,由于爐溫待料溫度低,并沒有對鋼錠起到保溫或升溫的作用,反而使鋼錠中心部溫度進一步下降,加大了心部的應力。第三個原因是鋼錠均溫后,在低溫段升溫過程中,鋼錠升溫速度過快,由于此鋼導熱性不好,內外部應力進一步加大,形成更大的熱應力和組織應力,導致內部橫向開裂。鍛造初期,在外力的作用下,鋼錠或鋼坯經加工變形后變成通到表面的裂口,嚴重時發生了掉尾問題,見圖1。
針對探傷不合,結合錠型、工藝路線,按成品材支數統計探傷合格率。老線采用0.71 t錠型和新線采用9.0 t錠型所生產的成品材,探傷合格率非常好;而新線采用1.2、2.1和5.2 t錠型所生產的成品材探傷合格率不好,尤其前兩個錠型,探傷合格率更低,見表2。

因此,為查清影響探傷合格率的真正原因,結合高、低倍檢驗結果,同時收集現場的生產記錄、影像等信息與品種工藝規程進行技術分析。通過比對,本次研究樣本的高、低倍缺陷與以往探傷不合的缺陷相同,見圖3、圖4。
進一步調查、分析,具有這樣的規律:
(1)鋼錠保溫時間過長。受生產組織、設備故障等因素影響,鋼錠保溫時間較工藝要求長。
(2)現場人員在保溫時間的理解上存在差異。有人員認為,在鋼錠出環形爐第三段進入第四段(保溫段)時,開始保溫時間的計時,而不是按爐溫達到規程要求時開始計時。
(3)中間坯再燒時間過長。超規程要求時間。
(4)保溫符合規程要求,但仍發生探傷不合的情況。整爐的均溫和保溫時間完全符合工藝規程的要求。當具備出爐生產條件時,先出爐的前半爐鋼錠所產的材探傷全合格。但是由于小鋼錠多,鍛造時間長,導致后出爐的鋼錠因在高溫段滯留時間過長,所產材探傷合格率大幅降低。
(5)因設備故障,為保障生產的連續性,現場操作者通常按規程要求的下限溫度加熱保溫。但是,由于故障解除具體時間無法確定,為提高生產效率,操作者又未按要求進行降溫處理,人為導致了保溫時間過長。
(6)鋼錠裝車、紅送、裝爐過程中存在意外故障,導致鋼錠入爐溫度低而發生掉尾問題。在鍛造過程中,掉尾端的斷面裂紋向內部延伸,導致探傷不合。
(7)加熱介質由水煤汽改為天然氣后,探傷不合的發生率比以前高。
為提高切削性能,要求鋼中的硫質量分數按0.015%~0.030%控制。結合探傷情況來看,與錳硫比無明顯對應關系,分別對比試驗0.30% Mn和0.60% Mn,均有探傷不合的發生,發生不合的,均滿足上文所述的共性問題。但為保證鋼水脫氧、材料性能,錳含量也不適宜過低。
除錠型大小的差異、鋼錠的保溫時間、成材規格有所不同外,其它的工藝參數,如化學成分控制、鋼錠加熱出爐溫度、中間坯的再燒溫度、道次變形量在爐次間和各生產批次間的相差并不大。
通過上述討論與分析,為解決探傷不合,調整方向應是鋼錠保溫時間及中間坯的再燒時間。
由于加熱介質的改變,天然氣的熱值比水煤汽的熱值高,升溫速度也比水煤氣的升溫速度快。如果仍按原來的工藝進行加熱,對于易產生過熱、導熱性差、易形成穿孔的品種,不可避免地發生探傷不合。
通過上述分析與討論,在采用新加熱介質后,優化新線的生產工藝:
(1)為避免掉尾,繼續采用高溫紅送,開辟綠色通道,首先保證此品種入爐,待料溫度由原來的550~600 °C提高到650~700 °C。
(2)如果紅送過程中發生意外,導致鋼錠入爐溫度低于常規溫度,應調整加熱爐待料溫度(T1),使之與錠尾平均溫度(T2)滿足:T1=T2+(150±10) °C且待料溫度不得超過700 °C。
(3)入爐均溫后,低溫段的升溫速度控制≤50 °C/h。
(4)鋼錠加熱工藝的優化:保溫溫度1140~1160 °C,保溫時間按4~8 h。
(5)中間坯加熱工藝的優化:再燒溫度1140~1160 °C,再燒時間依坯型按1.5~3 h控制。
(6)對于生產組織的要求:因設備故障或其他原因熱停工不能按時出爐,調整為按下限保溫。當總保溫時間達到上限時,仍無法出爐生產時,降溫到800~1000 °C;具備生產條件時升溫且升溫速度不限,料溫達到工藝要求的保溫溫度后,保溫時間按原工藝進行生產。降溫到800~1000 °C且待料8 h仍無法生產時,按相關管理規定。
按上述優化方案,采用合適的錠型以保證加工比,共冶煉5爐鋼。生產過程,加強紅送的緊湊性。鍛造過程中未發生掉尾問題,共生產125支材,探傷全都合格。自2017年10月以來,新線首次實現批次探傷合格率100%,見表3。

(1)加熱介質的改變,對于高碳高合金比的特殊品種,應調整紅送和加熱工藝,避免發生掉尾、過熱孔洞、探傷不合等缺陷。
(2)該鋼種含較高Cr且含有Mo、V,均為易形成碳化物的元素。為避免過熱孔洞的發生,除降低加熱溫度,還需關注保溫時間,尤其在加熱介質或爐窯發生改變后。
(3)該鋼種含較高C、Cr且含有Mo、V,增加了鋼錠的內應力。為避免因應力掉尾,應保證高溫紅送,且入爐待料溫度控制在650~700 °C。
(4)此鋼種為高碳高合金鋼,為保證凝固質量,應嚴格控制澆注溫度,并采用熱周轉包冶煉,防止因高溫澆注產生錠偏、中心疏松等質量缺陷。
(5)質量是生產出來的。對于易發生探傷不合的品種,除了從專業角度科學分析、從工藝策劃上加強技術保障外,在生產組織上,必須嚴肅地按工藝規程執行,并準確理解保溫時間的概念。
(6)對于此鋼種來說,錳含量并非引起探傷不合的影響因素,為節省成本,降低錳含量或低錳硫比是可行的。
(7)此鋼種不適宜變冷錠。采用冷錠生產時,需要冶金工作者結合本文所述,進一步研究冷錠的加熱工藝。
參考文獻
[1]
霍育林,夏琴香,黎明,等. 軸類大鍛件鍛造工藝研究現狀與質量檢測方法. 現代機械,2008(增刊):98
[2]
郭會光,曲宗實. 我國大鍛件制造業的發展. 大型鑄鍛件,2003,01(1):42doi: 10.3969/j.issn.1004-5635.2003.01.013
[3]
郭會光. 我國大型鍛造的發展與提高. 機械工人(熱加工). 2005(7): 14
[4]
陳再枝,藍德年. 模具鋼手冊. 北京:冶金工業出版社,2002:1
[5]
中國機械工程學會塑性工程學會. 鍛壓手冊, 北京: 機械工業出版社, 2008: 206
[6]
韓鳳軍,趙丹,唐亮. 1. 4112鋼生產工藝研究. 大型鑄鍛件,2018(6):44
文章來源——金屬世界
|
|
浙江國檢檢測技術股份有限公司 版權所有 【暫無】 百度統計
全國統一服務熱線:400-1188-260
客服手機號:13372307781
電話:400 1188 260 質量投訴 +86-573-86161208
郵箱:shhgj@chinazbj.com
地址:浙江省嘉興市海鹽縣武原街道豐潭路777號
備案號:浙ICP備05056915號
 浙公網安備 33042402000106號
浙公網安備 33042402000106號
技術支持:追馬網
 客服微信號
客服微信號
 微信公眾號
微信公眾號

