

摘 要:通過宏觀觀察、化學成分分析、斷口分析、金相檢驗、掃描電鏡及能譜分析等方法,分析 了脹斷 MC11H 連桿橫向斷面收縮率偏低的原因。結果表明:在連桿鍛造過程中,鍛件大頭、小頭 端心部和橫截面1/2半徑處的金屬沿鍛件寬度方向向四周流動,導致連桿大頭端分布著短條狀 MnS夾雜物,從而使 MC11H 連桿的橫向斷面收縮率降低。
關鍵詞:脹斷連桿;斷面收縮率;夾雜物;鍛造
中圖分類號:TG580.63 文獻標志碼:A 文章編號:1001-4012(2022)01-0057-05
力學性能是鋼材最重要的使用性能,對于汽車 零部件,其橫、縱方向上的力學性能均需要滿足標準 要求。金屬內部夾雜物等缺陷的不均勻性以及鍛造 后金屬組織的各向異性,會造成鍛件橫向塑性總是 低于其縱向塑性,且部分鍛件橫向塑性實測值遠遠 低于標準值。
脹斷 MC11H 連桿的材料牌號為C38ModBY,采用 直徑為68mm的圓形鋼棒,經輥鍛、預鍛及終鍛等工序 進行鍛造成形,其加工工藝流程為下料→感應加熱→ 輥鍛→壓扁→預鍛→終鍛→切邊→沖孔→控冷→機加 工。在鍛造態 MC11H 連桿大頭處截取橫向拉棒試樣 進行拉伸試驗,試驗后發現其橫向拉棒試樣的斷面收 縮率偏低。筆者通過宏觀觀察、化學成分分析、斷口分 析、金相檢驗、掃描電鏡及能譜分析等方法,分析了漲 斷 MC11H 連桿橫向斷面收縮率偏低的原因,以期進一 步改善 MC11H 連桿的橫向拉伸性能。
1 鍛造態連桿的拉伸性能
脹斷 MC11H 連桿在試生產過程中,原材料縱向 和橫向拉伸性能均符合標準要求。原材料經鍛造成形 后,分別在鍛造態連桿大頭和連桿體處取橫向和縱向 拉棒試樣進行拉伸試驗,取樣位置見圖1所示,其拉抻 性能見表1,鍛造態 MC11H 連桿橫向的斷面收縮率遠 低于技術要求,其余拉伸性能均滿足技術要求。


2 理化檢驗
2.1 化學成分分析
根據 GB/T4336-2016《碳素鋼和中低合金鋼火花源原子發射光譜分析方法》,采用德國斯派克 SPECTROLAB 型 火 花 直 讀 光 譜 儀 對 鍛 造 態 MC11H 連桿進行化學成分分析。由表2可見,鍛 造態 MC11H 連桿的化學成分滿足企業內部標準的 技術要求。

2.2 宏觀觀察
脹斷 MC11H 連桿縱向拉伸試樣斷口一般存在 明顯的塑性變形區域,斷口呈杯錐狀,可見明顯剪切 唇 和放射區,杯的深淺與斷面收縮率的高低息息相關[1]。如圖2所示:脹斷 MC11H 連桿橫向拉伸試 樣斷口未見明顯塑性變形區域,表現為脆性斷裂特 征。在斷口約二分之一直徑處的兩側區域呈現不同 的形貌特征,斷口右邊區域未見明顯頸縮現象,呈亮 灰色結晶狀形貌;左邊區域呈凹凸不平、無金屬光澤 且層次起伏的木紋狀平行條帶形貌,木紋狀平行條 帶與 連 桿 鍛 造 流 線 方 向 一 致,根 據 GB/T1814- 1979《鋼材斷口檢驗方法》,該形貌斷口被稱為層狀 斷口。

龐鈞[2]研究表明木紋狀斷口對金屬橫向的抗拉 強度、屈服強度影響很小,對金屬橫向的塑性影響較 大。有研究表明成分偏析或連續的非金屬夾雜物等 缺陷是造成木紋狀斷口的主要因素。
2.3 低倍組織和碳、硫含量檢驗
微觀偏析和宏觀偏析均會造成材料性能上的差 異,最終影響工件的使用性能,碳、硫偏析是連鑄坯 中最常見的缺陷,可采用低倍組織檢測法進行檢測, 也可在材料不同位置處取屑進行檢測。低倍組織檢 測依據標準 GB/T1979-2001《結構鋼低倍組織缺 陷評級圖》中的評級圖對組織進行評級。根據 GB/ T20123-2006 《鋼鐵 總碳硫含量的測定 高頻感應 爐燃燒后紅外吸收法(常規方法)》,采用 HX-HW8B 型高頻紅外碳硫分析儀進行碳、硫含量檢測。
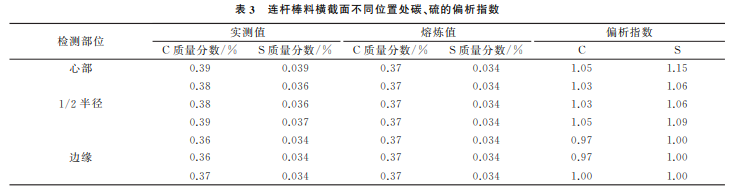
在連桿棒料截取橫截面試樣,經酸性溶液浸蝕 后進行低倍組織檢測,見圖3。低倍組織檢測后,將 試樣打磨、拋光后,在試樣心部、1/2半徑以及邊緣 三個偏析嚴重位置處,用6mm 的鉆頭分別鉆1,3, 3個點進行取屑(取屑位置見圖4),用紅外碳硫儀進 行碳、硫含量檢測,通過偏析指數(碳、硫含量實測值 與碳、硫熔煉值的比值)表征連桿棒料橫截面不同位 置處的偏析程度,結果見表3,表3中的熔煉值來源于鋼廠提供的檢測報告。

低倍組織的技術要求為一般疏松不大于2級, 中心疏松不大于2級,錠型偏析不大于2級。連桿 棒料橫截面的低倍組織檢測結果為一般疏松1級, 中心疏松1級,錠型偏析、一般斑點狀偏析和邊緣斑點狀偏析都為0級,均符合技術要求。
碳偏析指數的技術要求為不大于1.1,硫偏析 指數的技術要求為不大于1.15 。由表3可見:連 桿棒料 橫 截 面 1/2 半 徑 處 碳 的 平 均 質 量 分 數 為 0.383%,平均偏析指數約為 1.04 ;1/2半徑處硫 的平均 質 量 分 數 為 0.036%,平 均 偏 析 指 數 約 為 1.05;邊緣區 域 碳 的 平 均 質 量 分 數 為 0.363%,平 均偏析指數約為0.98;邊 緣 區 域 硫 的 平 均 質 量 分 數為0.034%,平均偏析指數約為1.00。連桿棒料 橫向斷面 的 碳、硫 偏 析 程 度 較 小,符 合 技 術 要 求。 連桿棒料橫 截 面 不 同 位 置 處 的 碳、硫 含 量 從 高 到 依次為心部、1/2半徑處、邊緣區域。綜上所述,連 桿棒料橫截 面 的 低 倍 組 織 和 碳、硫 偏 析 指 數 均 符 合技術要求。

2.4 夾雜物檢驗
分別從連桿棒料橫截面心部、1/2半徑以及邊 緣偏析嚴重位置處取樣,根據 GB/T10561-2005 《鋼中非金屬夾雜物含量的測定標準評級圖顯微檢 驗法》,采用 GX71型奧林巴斯金相顯微鏡進行觀 察檢測。由圖5可見,與連桿棒料橫截面1/2半徑 和邊緣處相比,其心部夾雜物最多,夾雜物主要為硫 化物,呈長條狀且沿軋制方向伸展。心部硫化物評 級為粗系2級,1/2 半徑處硫化物評級為粗系 1.5 級,邊緣處硫化物評級為粗1級。

由圖6可見:鍛造態 MC11H 連桿橫向拉伸試樣斷 口夾雜物分布不均勻,結晶狀斷口區域均勻分布著少 量淺灰色細系夾雜物,木紋狀平行條帶區域夾雜物較 密集;進一步放大觀察,可見木紋狀平行條帶區域分布 著大量短條狀夾雜物,夾雜物沿鍛造流線方向伸展。

2.5 掃描電鏡及能譜分析
采用蔡司Sigma500型掃描電鏡(SEM)對鍛造 態 MC11H 連桿橫向拉伸斷口的木紋狀斷口區域進 行觀察,采用JED-2200型能譜儀(EDS)對木紋狀斷 口處的夾雜物成分進行分析。如圖7a)、b)所示,木 紋狀斷口區域可見許多平行的溝槽,溝槽擴展方向 與鍛造流線方向一致,溝槽內均存在條狀夾雜物,溝 槽兩側可見細小的韌窩。如圖7c)所示,木紋狀斷 口區域夾雜物主要為 MnS。

3 分析與討論
一般情況下,材料的斷面收縮率隨碳含量的升 高而下降。為提高材料塑性,生產中一般都將材料 中的碳元素含量控制在技術要求的下限值。磷元素 含量偏高也會降低材料的塑性,適量錳元素能有效 提高材料的強度,且對材料的斷面收縮率幾乎無影 響。一定含量的硫元素對后續連桿的漲斷加工有 利,但硫含量過高會使材料的塑性降低,所以硫含量 也應控制在技術要求的下限值。
連桿棒 料 橫 截 面 的 硫 化 物 為 長 條 狀,鍛 造 態 MC11H 連桿橫向拉伸斷口中硫化物呈短條狀斷續 分布,是在連桿鍛造過程形成的。MC11H 連桿是 通過鍛 造 和 切 邊 沖 孔 工 藝 加 工 而 成 的,圖 8 是 MC11H 連桿鍛造成形工藝流程示意。

由圖8可見,在輥鍛過程中,鍛件直徑不斷減 小,大部分金屬都沿鍛件的軸線方向流動[3],鍛件棒料心部夾雜物等沿軸向被拉長,直至斷開,從而形成 細條狀斷續的夾雜物形貌特征[4]。預鍛前對鍛件進 行壓扁,目的是改善終鍛成型時金屬的流動條件,提 高金屬的充型能力,該工序只對鍛件進行較小深度 的壓下,因此變形程度很小。預鍛工序目的是使連 桿大頭和小頭端成形,為預防鍛件出現折疊傷,桿身 設計為矩形截面,待終鍛時進行最終成型。壓扁后 鍛件大頭端的橫截面面積與最終成型的連桿大頭的 面積相差較大,需要對鍛料長度方向上的金屬進行 再分配。另外,預鍛開始時,鍛件金屬隨著上模的下 壓而向下流動,當上下模盲孔凸臺與鍛件完全接觸 后,與下模接觸的鍛件金屬幾乎不流動,此時在上、 下模盲孔凸臺的擠壓下,鍛件大頭和小頭端金屬從 鍛件中心軸沿寬度方向向四周流動,鍛件寬度增加, 連桿整體輪廓基本成形,出現飛邊[5]。所以,預鍛工 序中金屬的流動主要有鍛件大頭和小頭端金屬從鍛 件中心軸沿寬度方向向四周邊緣流動和鍛件大頭端 金屬沿鍛件長度方向流動[6]。在終鍛工序中,需要 再次對鍛件進行鍛打,使型腔充型充分,鍛件大頭端 變形程度不大[7]。
綜上所述,預鍛工序鍛件大頭、小頭端心部和橫 截面1/2半徑處的金屬沿鍛件寬度方向向四周邊緣 流動,一方面,導致鍛件大頭端夾雜物等缺陷大量聚 集或局部堆積。另一方面,在擠壓剪切力作用下,夾 雜物呈短條狀斷續分布。同時,鍛件大頭端金屬沿 鍛件長度方向流動,使夾雜物延展方向與鍛造流線方向一致。
MC11H 連桿材料為 C38ModBY 鋼,其硫質量 分數較高(約為 0.034%)。經軋制變形后,夾雜物 等缺陷主要分布在棒料心部,在鍛造過程中鍛件心 部金屬向四周流動,夾雜物等缺陷在鍛件大頭端聚 集,從 而 使 鍛 件 橫 向 的 拉 伸 性 能 受 到 影 響。 在 MC11H 連桿橫向拉伸性能試驗過程中,首先開始 變形的是鐵素體帶,隨后應力在垂直于受力方向的 夾雜物位置處集中,隨著橫向拉力的增加,缺陷位置 處的應力超過材料的許用應力,夾雜物與金屬界面 處發生開裂,形成微小孔洞,隨著拉伸變形的逐步 加劇,孔洞不斷擴展、開裂形成多條裂紋,斷口出現 分層,最終形成木紋狀斷口。
連桿棒料心部含硫量較高,在預鍛工序模具的 作用下,棒料心部金屬主要向鍛件大頭流動,造成夾 雜物在該處大量聚集,最終在連桿大頭形成斷續分 布的短條狀夾雜物,這嚴重破壞了連桿橫向拉伸性 能的連 續 性,從 而 使 連 桿 橫 向 的 斷 面 收 縮 率 降 低[8-9]。
4 結論及建議
(1)MC11H 連桿大頭端橫向的斷面收縮率低 是該處密集分布的大量短條狀 MnS夾雜物導致的。
(2)在鍛造過程中,可通過控制鍛壓初始溫度 為1220~1250 ℃,以改善材料流動性,減少夾雜 物聚集。
(3)控 制 鍛 件 溫 降,上 模 壓 下 速 度 控 制 在 10mm/s左右。
參考文獻:
[1] 李紅英.金屬拉伸試樣的斷口分析[J].山西大同大學 學報(自然科學版),2011,27(1):76-79.
[2] 龐鈞.鋼中 層 狀 斷 口 的 研 究 [J].大 型 鑄 鍛 件,1982 (4):65-71.
[3] 張承鑒.輥鍛技術[M].北京:機械工業出版社,1986.
[4] 李慶.連桿鍛件成形的數值模擬及坯料優化[D].重 慶:重慶工學院,2008.
[5] 劉助柏,倪利勇,劉 國 暉.大 鍛 件 形 變 新 理 論 新 工 藝 [M].北京:機械工業出版社,2009:142-150.
[6] 陳慧芳,劉雅輝,劉淑梅.曲軸熱鍛工藝鏈優化方法及 其應用[J].鍛壓技術,2015,40(1):125-129.
[7] 鄧明,李慶,呂琳.連桿鍛坯輥鍛模具設計與計算機有 限元模擬[J].熱加工工藝,2008,37(9):57-60.
[8] 吳景之.影響鍛件橫向塑性的因素[J].大型鑄鍛件, 1982(4):114-122.
[9] 陳禎,惠衛軍,王占花,等.不同硫化物形態中碳非調 質43MnS鋼 連 桿 的 組 織 與 性 能 [J].金 屬 熱 處 理, 2020,45(7):124-130.